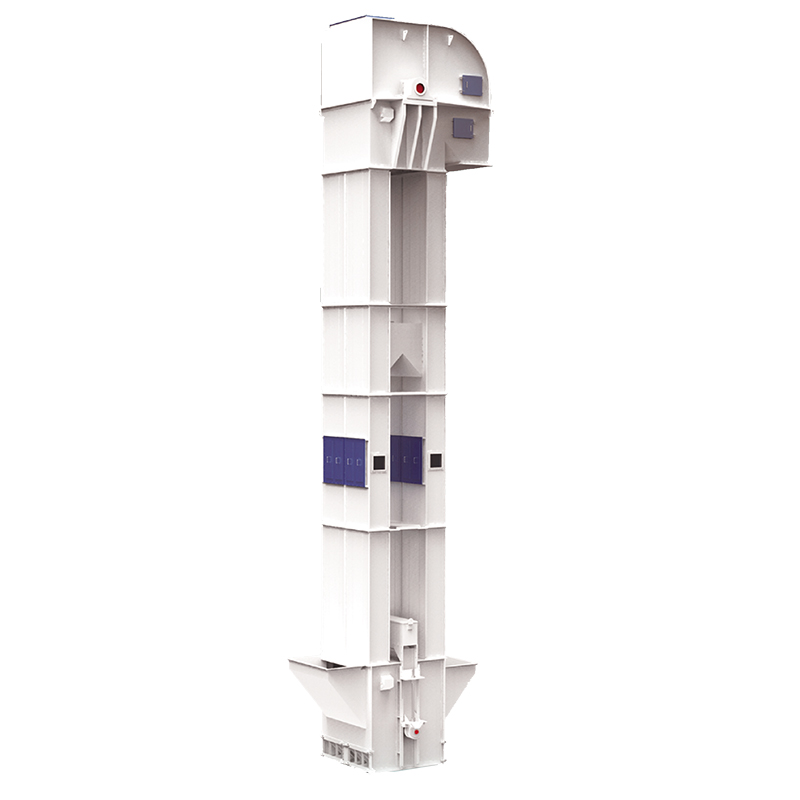
Bucket elevators are the most economical way to lift and transport bulk materials. They distribute materials smoothly through discharge ports or chutes and are suitable for various industrial and agricultural applications.
Specifications and Lifting Capacity:
There are 17 different types of elevator series designed to meet various lifting and material requirements, covering almost all forms of bucket elevators. Over 500 capacity specifications are available, ranging from 2t/h to 2000t/h.
Applicable Materials:
Suitable for materials ranging from light to heavy, and from powdery to lumpy, such as grains, food, sugar, salt, chemicals, sand, minerals, and industrial products.
Bucket Transmission Methods:
Belt drive, chain drive, and Rubber and plastic chain drive are available for different types of elevators.
Equipment Metal Material and Surface Coating:
Options include carbon steel and stainless steel, with finishes such as paint, powder coating, and hot-dip galvanizing.
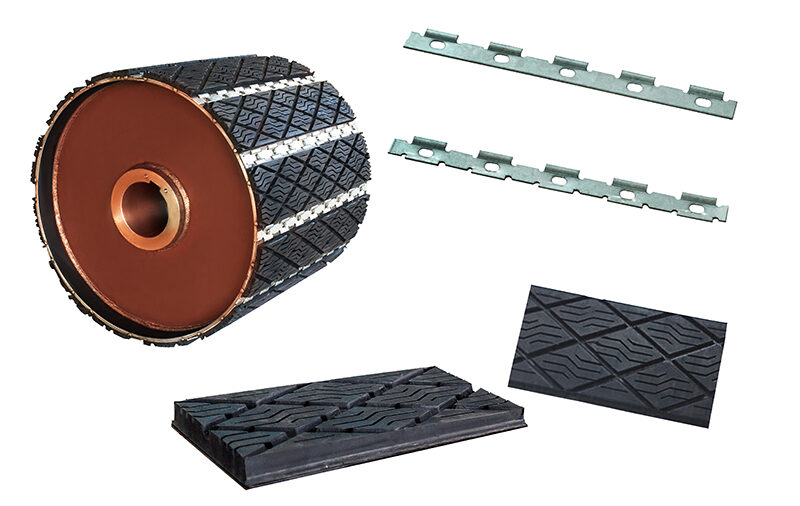
Lifting Belts:
Available in rubber, PVC, and PU, with options for flame retardant, anti-static, oil-resistant, and high-temperature resistant properties based on the material and operating environment requirements.
Bucket Materials:
HDPE, nylon, PU, carbon steel, wear-resistant steel, and stainless steel.
Drive Pulley:
Sliding rubber-coated pulleys to reduce belt slippage and ease maintenance; thermal vulcanized rubber coatings are also available.
Sensors:
Optional sensors for belt misalignment, operating speed, bearing temperature, and discharge clogging.
Personalized and system integration designs are available according to customer requirements.
The company has a systematic production base for common accessories and a storage and processing center in Melbourne, providing timely supply of wear parts and technical support.