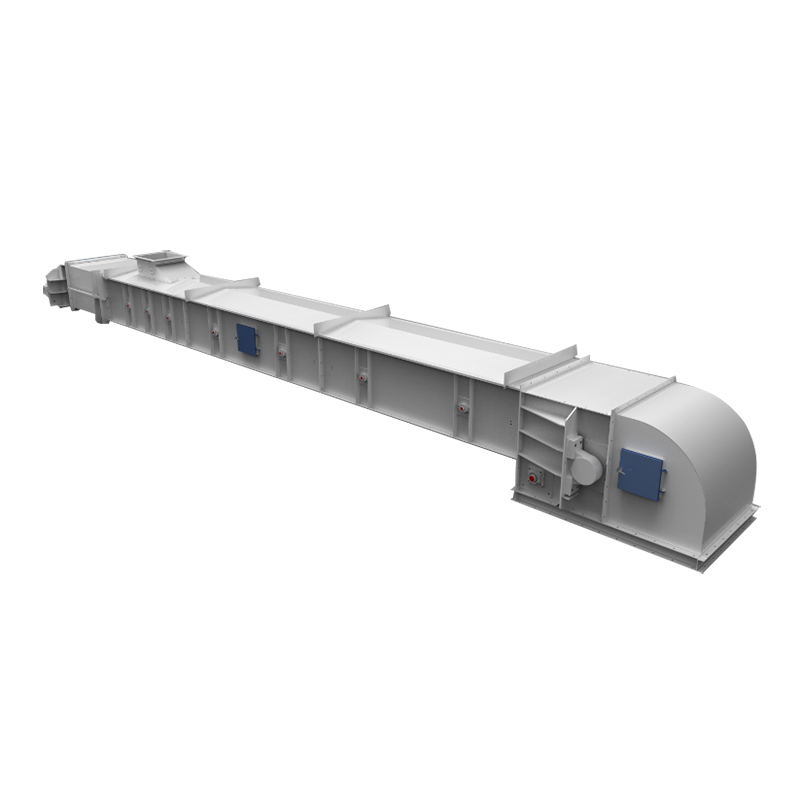
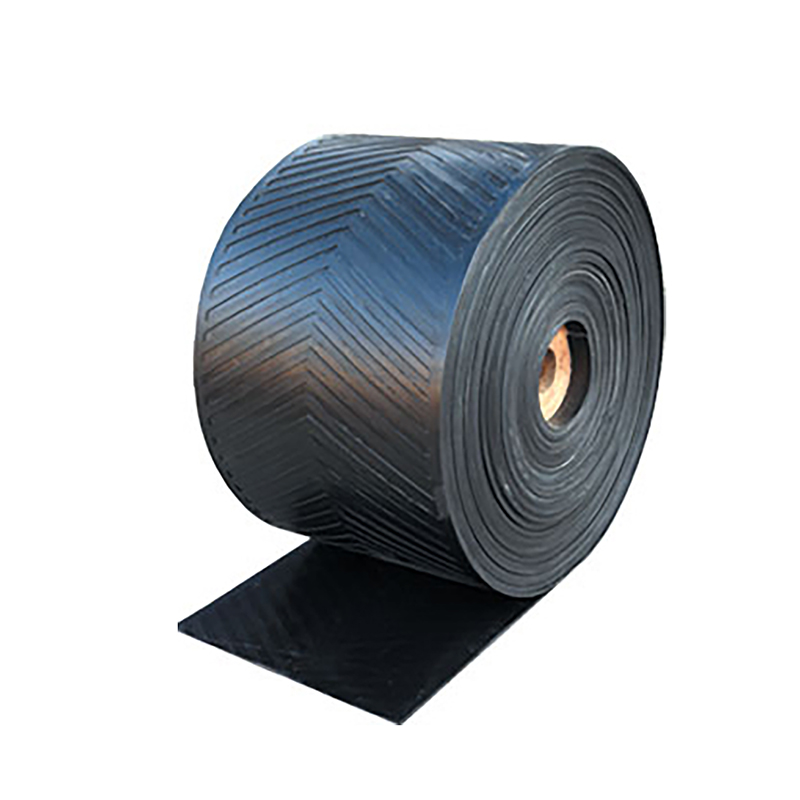
Utilizes a continuous belt as the traction and carrying component, suitable for horizontal or inclined transport of bulk materials.
Features: Simple structure, long conveying distance, high conveying capacity, smooth operation, energy-saving and environmentally friendly, strong adaptability.