At Prime MFG, our Rubber Elevator Belts are built to handle demanding material handling applications across agriculture, food processing, mining, and industrial environments. Designed with a high-strength, low-stretch Terylene fabric carcass and formulated rubber cover, our belts deliver durability, flexibility, and resistance to oil and static build-up.
Whether you’re transporting grains, pellets, powders, or abrasive materials, Prime MFG’s rubber elevator belts ensure reliable vertical conveying with minimal wear and tear. We also offer custom configurations with punched mounting holes for easy installation.
FEATURES OF THE PRODUCT
High-tensile Terylene carcass for minimal stretch and improved load-bearing capacity.
Oil-resistant and antistatic rubber compound for enhanced safety and performance.
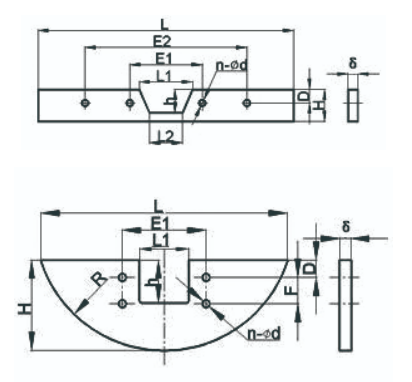
Custom hole punching for precise bucket spacing and easy installation.
Compatible with a wide range of bucket elevator systems.
Excellent adhesion between carcass and rubber for long service life.
Optional food-grade rubber covers for grain and food processing use.
Why Choose
Carcass Material
Constructed with dipped Terylene fabric offering dimensional stability and high breaking strength.
Belt Width Range
Available in various standard and custom widths to suit your elevator configuration.
Oil Resistance
Special rubber formulation resists oil exposure, extending belt life in greasy environments.
Antistatic Design
Built-in antistatic properties help discharge static electricity, ideal for dry bulk materials.
Custom Hole Punching
Belts can be pre-punched to match your bucket layout, reducing on-site preparation time.
Food Grade Option
Food-safe rubber covers are available for hygienic applications in grain and food handling systems.